Оно проводится в расплаве буры с добавками одного или нескольких хлоридов, например: NaCl; KCl; BaCl2 и т.п.
В тигель с расплавом опускают детали, предварительно собранные на специальных приспособлениях и просушенные. Борирование ведут при температурах 880 - 980 °С в течение 2-5 часов. Плотность тока в течение всего процесса должна составлять 0,08…0,25 А/см2.
По окончании процесса борирования изделия извлекают из расплава и подвергают закалке, с последующим, соответствующим поставленным требованиям, отпуском. Если по техническим условиям термическая обработка после борирования не предусмотрена, то охлаждение проводят на спокойном воздухе. Следы расплава, которые могут сохраняться на поверхности детали, удаляются методом кипячения в воде.
По мере накапливания в расплавленной буре вредных примесей, таких как оксиды железа и хрома, необходимо проводить регулярное обновление расплава.
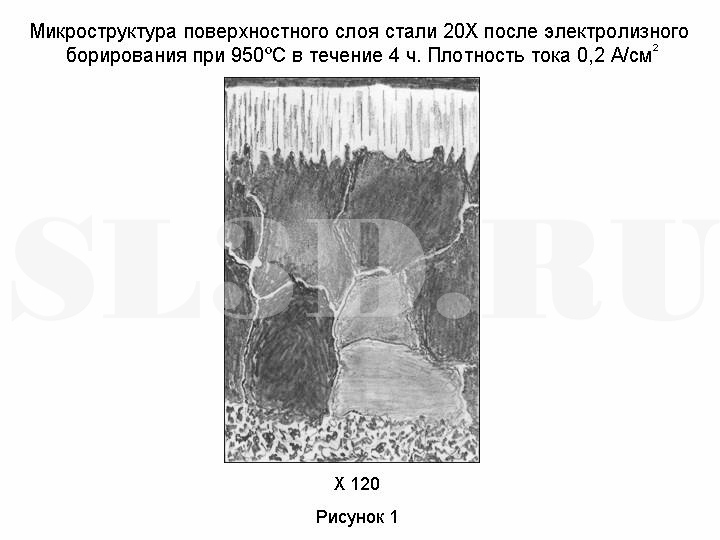
На рисунке 1 показана микроструктура поверхностного слоя стали 20Х после электролизного борирования при температуре 950 °С в течение 4 ч и при плотности тока 0,2 А/см2.
Этот процесс можно вести или в расплавах, не содержащих в своем составе бора, но тогда в расплав необходимо вводить дополнительно боросодержащие компоненты (например, аморфный бор, или карбид бора), или в расплавах, содержащих бор в виде различных соединений. Неплохие результаты были получены при использовании расплава следующего состава, в вес %:
10 % MgB12; 72 % Na2B4O7; 18 % (NaCl + KCl) - эквимольная смесь.
Наружный слой после борирования содержит наиболее богатую бором фазу - FeB, имеющую после травления темно-серую окраску. Внутренний слой состоит из менее богатого бором борида - Fe2B. Внедрение бора носит иглообразный характер (см. рисунок 1 ).
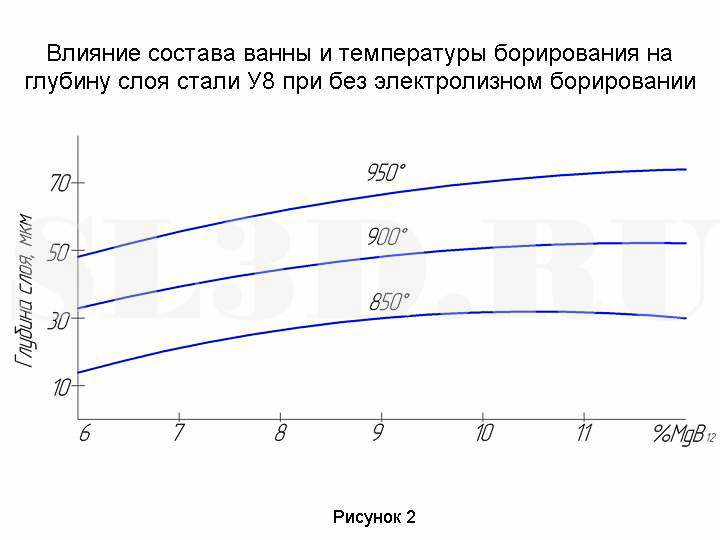
На На рисунке 2 показана зависимость состава ванны и температуры борирования на глубину диффузионного слоя. С увеличением в расплаве количества борида магния и с увеличением температуры расплава, глубина слоя возрастает.
{kind=link}
При борировании с выдержками 1…5 ч глубина слоя меняется по параболическому закону (рисунок 3 ). Дальнейшее увеличение выдержки приводит к крайне незначительному увеличению слоя и поэтому в промышленных условиях оказывается нерентабельным. Кроме того, с увеличением температуры и времени выдержки, увеличивается величина зерна в стали. С другой стороны, увеличение температуры и времени выдержки ускоряет рост борида FeB, а это, в свою очередь, приводит к заметному увеличению размеров детали после борирования и к повышению хрупкости верхнего слоя.
{kind=link}